精铸炉油缸拉伤在机修复
发布时间: 2021-01-31 11:40
精艺达JYD系列刷镀技术不仅在常温下就能实现修复层与基体之间的金属键结合,而且在铸铁、碳钢、镀鉻等不同基材工件上快速沉积出结合力优良的超厚镀层。因此,采用该刷镀修复工艺现场修复镀铬液压杆(油缸)局部损伤,可以克服其它修复方法存在的种种问题,修复后工件的使用寿命与新件相当,是一种修复效率高、操作简便、成本低的新型维修方法。
1 镀铬液压缸电刷镀工艺流程
机械整形(用电动磨头将缺陷处拓展至适合镀笔良好接触) → 电净 → 水洗 → 去氧化膜(各种活化处理)→ 铬面活化 → 铬面底镍 → 水洗 → 高速厚铜及超硬厚铜合金填坑(镀厚能力3mm以上)→ 机械修磨 → 电净 → 水洗 → 铬面活化 → 铬面底镍 → 水洗 → 耐磨面层 → 水洗 → 机械修磨 → 表面抛光。
2 修复工艺说明
均匀磨损的液压缸很容易修理,比较有效的方法是先磨去表面的电镀层(主要是磨去镀铬层。如果直接在镀铬表面电镀,结合力难以保证。虽然有人采用阳极刻蚀的办法活化镀铬层,但常常因难以确保活化效果,修复可靠性不高),然后按常规电镀修复工艺进行电镀修复。
对于在工作现场出现的点坑破坏、拉伤、电击伤破坏、碰伤破坏等深度大(毫米级)、面积小的局部损坏的修复,不适合采用电镀修复法。精艺达JYD系列刷镀的快速超厚电刷镀修复技术是解决这类问题的**选择。其工艺说明如下:
机械整形:用电动磨头打磨待修部位至弧形平滑过渡,保证镀笔能够接触到凹坑的底部。
电净:电净的作用是除去工件表面的油污。为了防止油污污染镀液,镀液可能流过的地方都应该进行电净处理。电净的面积可以大一些,次数可以两次以上,确保经过此步骤后,工件上的油污能够彻底除净。
活化:液压杆的材质多为经调质处理的碳素结构钢。一般用2号活化和3号活化去除钢铁表面的氧化膜、渗碳体和游离碳(过饱和碳)。用JYD系列刷镀中的全能铬面活化液去除镀铬层表面的氧化膜。如果不用铬面活化液处理镀铬面,铬面上的镀层与镀铬层结合不牢,镀后修磨时难以实现平滑过渡。使用时毛糙的边界会刮伤油封。
铬面底镍:镀铬面底镍的作用是在修复部位镀出结合牢固的底层(其作用与盖楼房时打地基的作用相似,只有把地基打牢了,楼房才能稳固),镀铬面底镍的时间不宜太长,以施镀面呈均匀的亮白色为宜。如果底层呈灰色(或暗灰色),应磨去底层,重新进行镀前处理和镀底镍工序。
高速厚铜及超硬厚铜合金填坑:液压杆的局部破坏深度一般在0.5mm ~ 3mm之间,用JYD系列快速超厚高堆积厚铜及超硬厚铜合金填坑,能快速恢复超差尺寸。
机械修磨:用仿形磨具修磨刷镀面,按照由粗到细的顺序修磨至平滑过渡并符合公差要求。
镀耐磨面层:耐磨面层是为了提高表面硬度和耐腐蚀性,一般选用镍及其合金作面层。因面层是覆盖在铜层和铬层之上的,所以在镀面层之前,仍需要进行铬面活化、铬面底镍工序。
表面抛光:表面抛光的作用是精修刷镀面,用细砂纸蘸抛光膏抛磨刷镀面,使表面达到镜面光泽。表面抛光有双重作用:其一是提高密封性能,其二是防止磨伤油封。
按照本文推荐的刷镀方法修复镀铬液压杆、油缸,使用效果与新件相当。
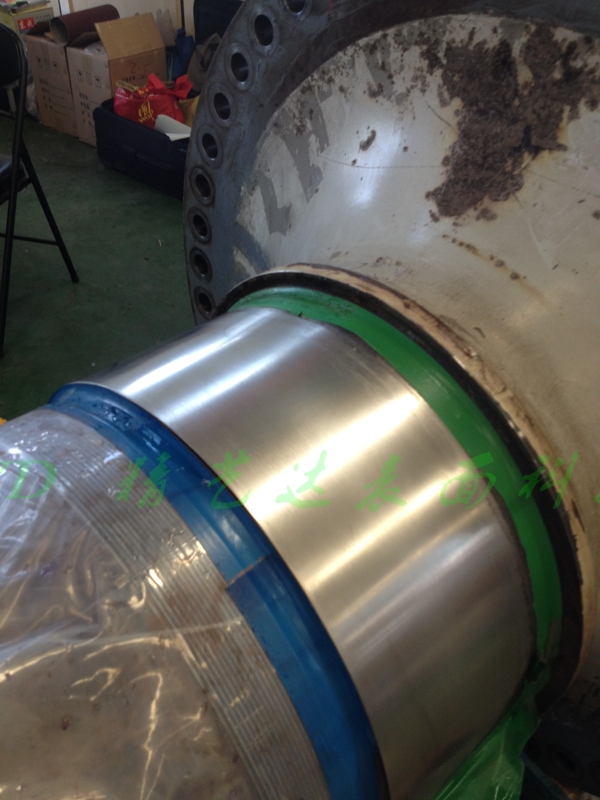
修复前损伤情况



修复过程中


修复完成