精艺达JYD系列刷镀修复常用钢铁零件工艺简介
大约90%以上的待镀工件是由钢铁材料制造的,因此,钢铁基材上的刷镀工艺是最常用的刷镀工艺。对于由普通碳钢、低合金钢制造的零件,一般采用的刷镀工艺流程如下:
机械打磨 → 丙酮清洗 → 非镀面遮蔽 → 电净 → 水洗 → 2号活化 → 水洗 → 3号活化 →水洗 → 镀底镍 → 水洗 → 镀超厚镀层(如厚镍及其合金、厚铜等)→ 水洗 →打磨至精度要求 → 检验
机械打磨的目的是去除表面缺陷,获得适合刷镀施工的待镀表面,以保证镀层与基体的结合力。
电净的作用是去掉经过机械打磨后残留在工件表面轻微的油污。
2号活化的作用是去掉工件表面上的氧化膜和锈蚀产物,露出新鲜的纯金属表面。经2号活化后,原先光亮的表面应呈均匀的灰色、或灰褐色。
3号活化的作用是去除经2号活化后残存在工件表面上的灰、褐色膜层,使待镀面露出银白色或银灰色的纯金属表面。
镀底镍的作用是提高后续镀层与基体的结合力。
镀超厚镀层的目的是快速恢复超差尺寸。对于不易磨损件可选用快速刷镀厚铜工艺,因为铜层较软,便于镀后加工。对于易磨损件,可选用刷镀快速镍及其合金工艺。一般情况下,上述刷镀工艺的一次镀厚能力大于0.5毫米。快速镍及其合金镀层的硬度均高于经调质处理45#钢的硬度自补偿系列超快镍及其合金的硬度高于中、高碳淬火钢的硬度。
网 址: http://www.sxdsd.com.cn
邮 箱: webmaster@sxdsd.com.cn
E-mail: mqx_sd@163.com
地 址: 陕西省西安市雁塔区吉祥路118号商务舫318室
联系人: 孟 先 生
电 话: 029-85336958
手 机: 13991959656
传 真: 029-88258564
邮 编: 710065

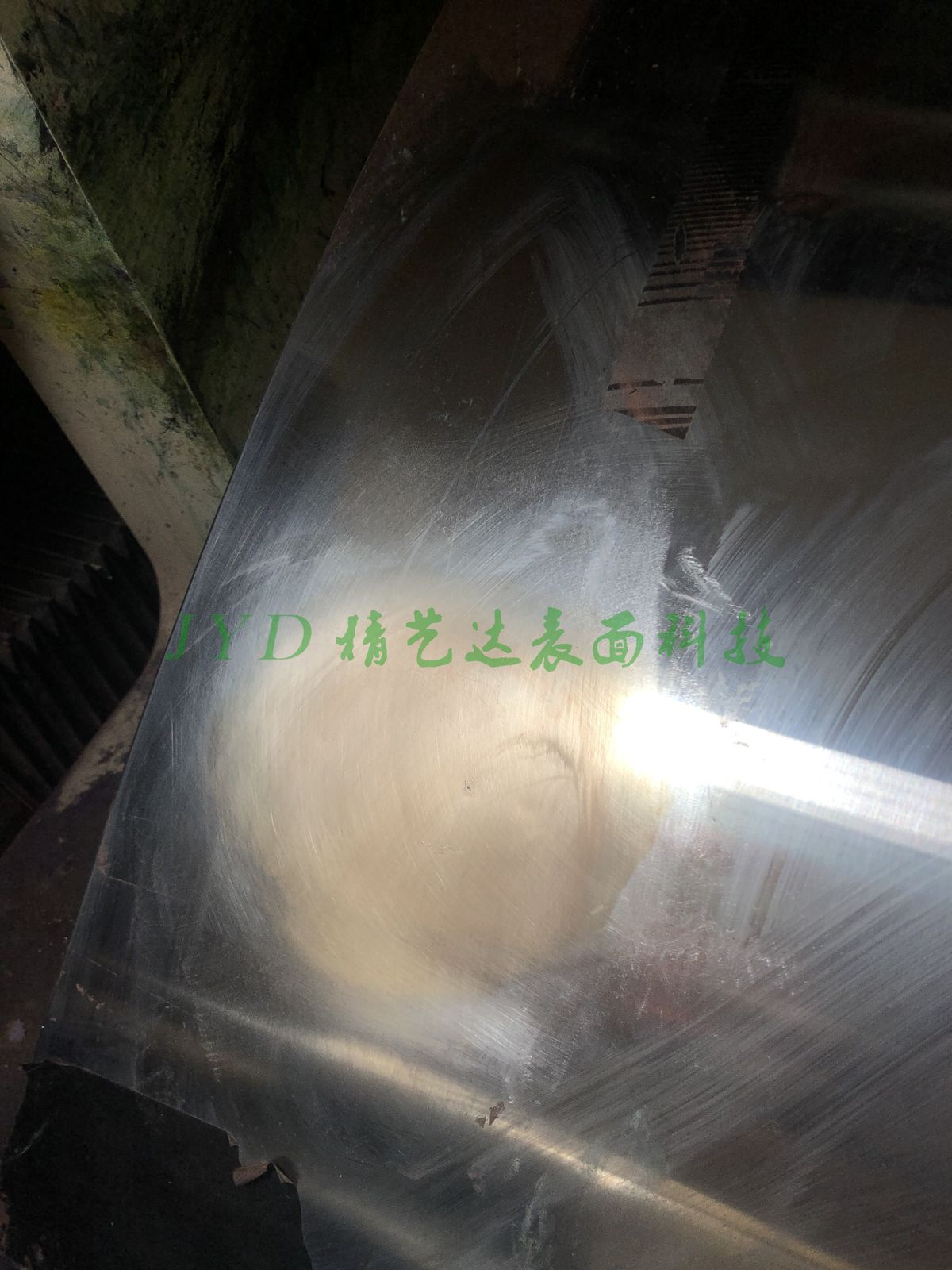
修复前损伤

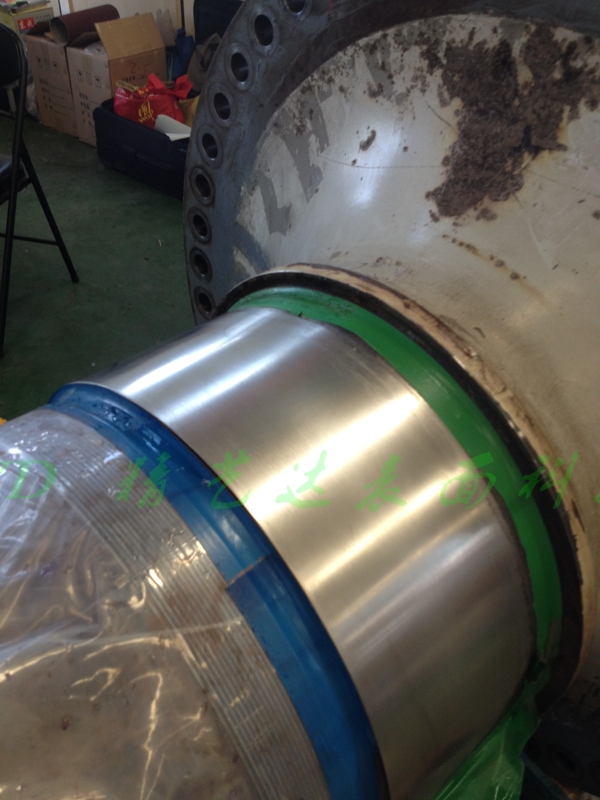
修复中
修复中
修复后