1、前言
印刷机滚筒的损坏方式通常表现为油墨对滚筒两端的腐蚀、或异物(如扳手、螺钉等)对辊面的意外压伤。损坏的辊面不仅会对印刷产品的质量(如色度、精度、清晰度等)产生影响,而且还会导致生产效率的下降。例如,两端腐蚀会使印刷出的对开产品出现两边发虚或失真,压坑会造成局部无文字、无图形(或文字、图形失真),大大降低了高档印刷机的使用价值。此外,长期、超负荷的使用也会导致印刷设备发生磨损失效。及时修复损坏的辊面,既可以保证印刷品的质量,又可以提高印刷厂的生产效率。
虽然维修工作者一直在想方设法修复损坏的印刷机滚筒,但是,如果不使用精艺达JYD系列刷镀技术维修印刷机滚筒,其它维修方法均不能对印刷机滚筒进行高精度、快速、在线、可靠的维修,其主要原因如下:
1.1 意外压伤的修复
对于印刷机滚筒的压伤破坏,最早是采用打铜钉方法进行修复。具体操作步骤是先用手钻在缺陷部位打孔,再用榔头将铜梢楔入孔中。然后,以未损坏部位为基准,对铜梢尾部的凸出部位进行手工修磨,直至符合尺寸精度要求。如果铜梢尾部过低,就无法保证精度要求。因此,有人在铜梢末端再电刷镀金属镀层以恢复尺寸精度。实际上,用这种方法修复压坑,很难消除梢钉边缘的缝隙,对印刷质量仍会有一定的影响。
曾经有人采用钎焊—刷镀复合维修技术修复压坑。具体做法是先在压坑部位钎焊锡—铋合金,然后修平钎焊部位,最后用刷镀方法进行整体罩面。虽然用这种方法很容易保证修复后的尺寸精度,但是由于钎焊层结合力差、锡—铋合金硬度太低,难以承受滚筒对压时的巨大压力,使用寿命有限。如果工序间处理不当,还会导致修复部位的整体崩落。
1.2 两端腐蚀的修复
对于滚筒两端腐蚀的修复,最早采用的维修方法是机械修磨—电镀修复技术。具体做法是拆下滚筒,先机械修磨、找平,然后通过电镀金属镀层的方法恢复尺寸(以低温镀铁为主),再修磨镀层恢复尺寸,最后镀铬罩面。这种方法的缺点是必须拆卸印刷机,修复工期长,不能实现快速、在线维修。
热喷涂技术出现后,人们试图用热喷涂技术修复印刷机滚筒。由于热喷涂时涂层的沉积速度快,修复效率明显提高。但是,喷涂法存在的最大问题是喷涂层与基体之间结合强度低、抗疲劳性能差,常常出现崩块、脱落等质量问题。与电镀修复技术相似,用热喷涂法修复时必须拆卸印刷机,无法实现在线修复。
伴随着新型胶粘剂的不断涌现,有人尝试用粘结技术修复印刷机的压伤或两端腐蚀。使用效果证明,对于印刷质量要求不高的压坑修复,胶粘修复法可以勉强使用。但是,对于腐蚀深度较浅、面积较大的两端腐蚀,胶粘修复的使用寿命很短,随着使用时间的延长,胶粘层脱皮、剥落是不可避免的。
近年来,有人将冷焊、补片、激光熔覆等技术用于印刷机的维修,实践证明,仍有很多无法解决的细节问题,很难满足高精度、可靠维修的使用要求。
刷镀技术出现后,人们开始用电刷镀的方法修复印刷机滚筒的压伤和两端腐蚀。在国外,印刷机制造和维修公司很早就将刷镀技术用于印刷机的修复,并把刷镀维修工艺编入印刷机械维修手册。近10年来,国内越来越多维修人员开始将电刷镀技术用于印刷设备的维修。但是,很多人在刷镀过程中因刷镀工艺不合理、镀液选用不当,修复质量不能令人满意。即使有人试图将刷镀技术与其它维修技术联合使用来解决印刷机的维修问题,也未能实现高精度、可靠修复的目的。主要原因如下:
①前处理工艺不当。恰当的镀前处理工艺是决定镀层与基体结合力的关键,不同的基体材料应采用不同的前处理工艺。特别是对于已钝化的基体材料(如镀铬滚筒等),必须采用独特的前处理工艺,否则不可能保证修复层与基体的结合强度。
②镀液选用不当。一般维修人员多采用碱铜镀液修复两端腐蚀,但由于碱铜镀液的沉积速度慢、镀层脆性大、镀厚能力差,修复效果差。虽然快速酸铜镀液的沉积速度快,镀层韧性好,但是在酸性铜镀液中,一般不含有铜离子的络合剂,镀液中的铜离子以简单离子的形式存在,还原电位很正。因此,刷镀酸性铜时,镀铜液中的铜离子易与基体金属(钢铁等活性较高的金属材料)发生置换反应,在基体与镀铜层之间形成结合力极差的虚铜层,保证不了镀铜层与基体的结合强度。酸性铜镀液的另外一个缺点是镀液呈强酸性,对基体金属有强烈的腐蚀作用,常常是有缺陷的地方尚未修复,无缺陷的部位却发生了严重的腐蚀。因此,用刷镀酸铜的方法修复印刷机滚筒时,难以获得满意的修复效果。即使在刷镀过程中看不出有明显的质量问题,在使用2~3个月之后,经常出现镀铜层整体脱落的现象。
③修复效率低下。常规刷镀技术的镀层沉积速度慢,镀厚能力差。当进行大面积修复、或修复压坑时,刷镀时间长。修复压坑时,需要采用多次夹层的方法才能填平压坑,费工、费时。
1.3 精艺达JYD系列刷镀修复技术特点
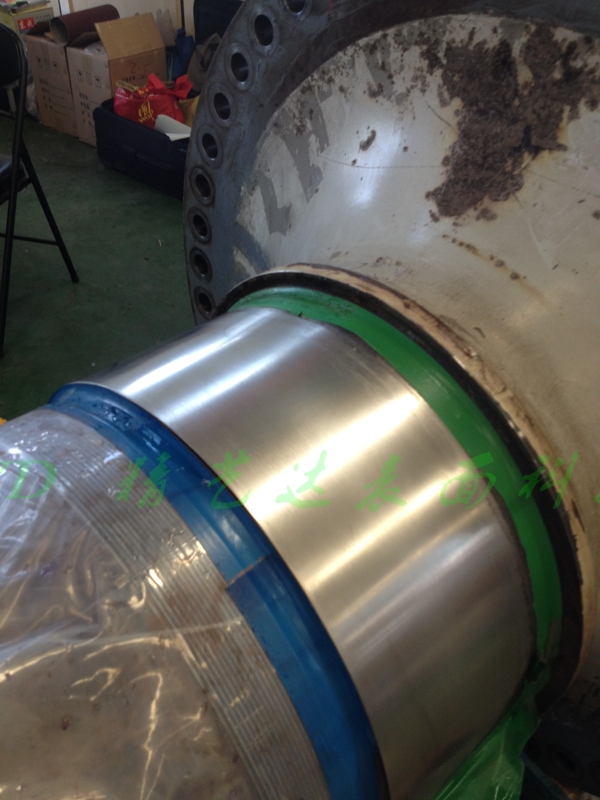
综上所述,不论使用哪一种滚筒修复方法,均有不能令人满意之处,由于精艺达JYD系列刷镀技术能够在铸铁、碳钢、镀鉻等基材工件上快速沉积出结合力优良的超厚镀层,因此,采用该刷镀技术修复印刷机滚筒的意外压伤和两端腐蚀,不会出现前文提到的诸多问题。长期以来,数百家印刷机维修企业的修复效果证明,精艺达JYD系列快速、超厚、环保型刷镀技术是一种简便易行、不解体修复印刷机滚筒的有效方法。
2、修复工艺方法及说明
根据基体材料的性质不同,可将印刷机滚筒分为四类:铸铁滚筒、铸钢滚筒、镀铬滚筒和铝滚筒。常见的印刷机滚筒多为铸铁、铸钢或镀铬滚筒,铝合金滚筒很少。一般认为铸铁、铸钢滚筒容易刷镀,镀铬滚筒、铝合金滚筒较难刷镀。基本工艺流程及简要说明如下:
2.1 基本流程
表面修整 → JYD系列除油剂除油 → 遮蔽非镀面 → 电净 → 清洗 → 活化(一次或多次活化,取决于基材的种类)→ 清洗 → 镀底层(取决于基材的种类)→ 清洗 → 镀尺寸层(如高速厚铜及超硬厚铜合金、镍等)→ 清洗 → 修磨 → 电净 → 清洗 → 镀底层(根据当前尺寸层的种类确定底层的种类)→ 清洗 → 镀面层 → 清洗 →修磨、抛光 → 检验。
2.2 工艺简介
表面修整(机械打磨)的作用是要在待镀部位修出一个易于进行刷镀施工的表面形状。修复压坑时,先用角磨机将压坑打磨至平滑过渡,便于镀笔接触到压坑的底部。建议打磨的面积大一些,打磨深度以压坑底呈圆弧状平滑过渡为宜。即使是多打磨掉一些,也不用担心会显著影响刷镀质量和刷镀效率,因为使用JYD系列快速、超厚刷镀修复工艺填平下陷1mm的压坑,修复速度快、施工效率高,镀层与基体结合力牢靠。
对于两端腐蚀的修复,表面修整(机械打磨)的作用是磨平凹凸不平的腐蚀坑,打磨掉干燥、结痂的印刷油墨。如果不能通过打磨的方式磨平腐蚀面、除净印刷油墨,就不可能获得结合力高的刷镀层。除净印刷油墨是保证修复质量的关键步骤之一。
电净的作用是去掉经打磨后残留在滚筒表面上的轻微油污。刷镀过程中,最好是进行2次以上的电净处理。
活化是去掉滚筒表面的氧化膜,露出新鲜的纯金属表面。不同材质的滚筒,应选用不同的活化处理方法。
镀底层的作用是提高后续镀层与基体的结合力。针对滚筒材质的特性,应选用相应的底层镀液。镀底层的时间不宜过长,镀至表面呈均匀的银白色为止。
刷镀尺寸层的作用是快速填补凹坑、或恢复因腐蚀而造成的两端超差。一般情况下,建议选用JYD系列镀液中的快速厚铜及超硬厚铜合金恢复尺寸。如果选用快速镍镀液恢复尺寸,后续修磨工作会很难做(因为镀镍层硬度较高,修磨困难)。比较合理的刷镀方法是用快速铜恢复尺寸,用快速镍罩面以提高滚筒的耐磨性。
罩面用的耐磨层多选用镍及其合金镀层(例如,精艺达JYD系列3号快镍镀层的硬度略高于经调质处理45#钢的硬度,多数镍基合金镀层的硬度大于50HRC,自补偿镍基合金镀层的硬度在58HRC ~ 63HRC之间)。
罩完面层之后,可用振动式打磨机或砂带打磨机将耐磨面层的尺寸修磨至符合设计要求,最后用抛光机抛出镜面效果。
2.3 特别说明
以上只简要地介绍了主要刷镀步骤的作用,在实际刷镀施工过程中,应针对具体的维修目标制定详细的工艺流程和操作参数。对于不同材质印刷机滚筒的刷镀修复,应选用恰当的镀前处理、镀液和镀后处理方法进行刷镀作业。如果不按照规定的要求进行操作,将不能获得满意的修复质量。